یکی از مهمترین مراحل جهت ساخت محفظه ها و تجهیزات خلأ جوشکاری است. جوشکاری در تکنولوژی خلأ بایستی علاوه بر همه ویژگیهای یک جوش (مانند استحکام و …) بتواند آببندی را در اتصالات دائمی نیز فراهم آورد. علاوه بر آن جوشکاری نامناسب خود میتواند به منبعی از آلودگی و نشتی در یک سیستم خلأ تبدیل شود. از این رو در این مقاله به ارائه مهمترین نکات در جوشکاری اتصالات خلأ خواهیم پرداخت.
مهمترین روش جوشکاری اتصالات خلأ، جوشکاری به روش تیگ(TIG، Tungsten Inert Gas) میباشد. در این روش، جوشکاری با استفاده از قوس الکتریکی بهمراه یک گاز محافظ خنثی مانند آرگون و یا هلیوم انجام میگیرد(شکل-1). با استفاده از این روش جوشکاری میتوان اکثر فلزات پرکاربرد در سیستمهای خلأ را جوشکاری نمود. فلزاتی مانند فولاد، استیل، مس و آلومینیوم. جوشکاری تیگ خود دارای نکات فنی فراوانی میباشد که ما در این مقاله بدان ورود نمیکنیم و تنها نکاتی را یادآور میشویم که مختص جوشکاری اتصالات خلأ میباشد.
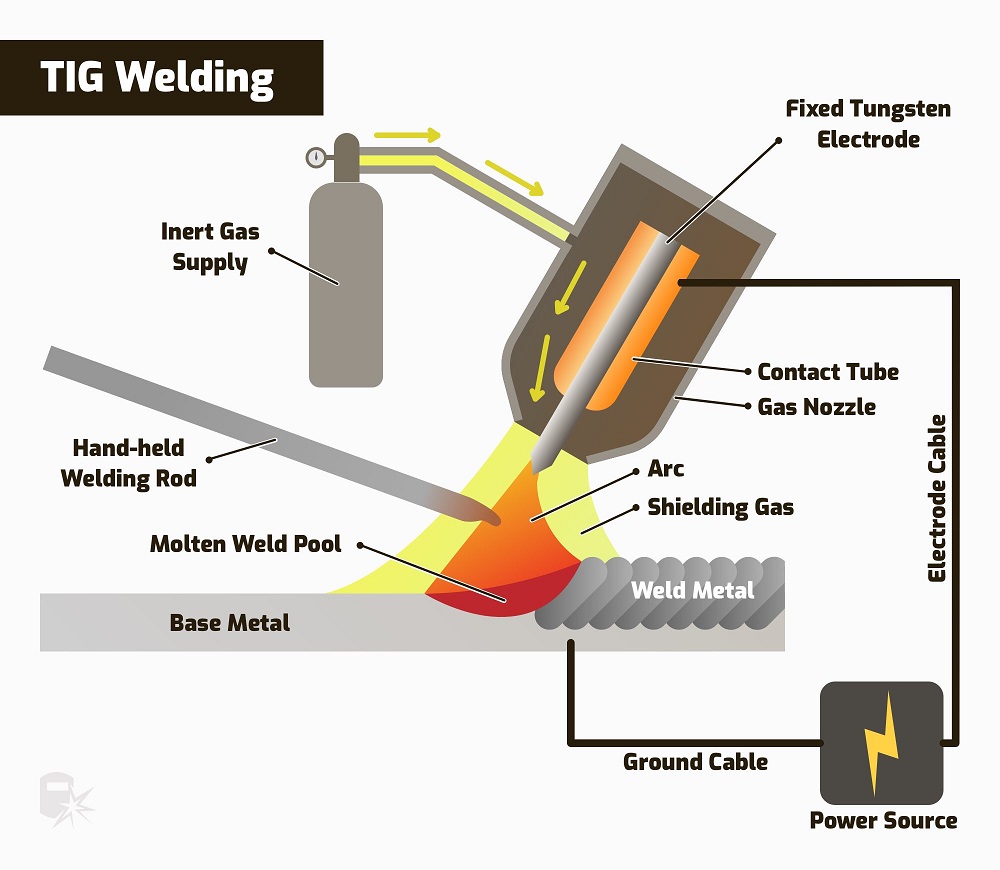
شکل 1- جوشکاری تیگ بصورت شماتیک
بطور کلی مشخصات یک جوش که در اتصالات خلأ مورد استفاده قرار میگیرد را میتوان بصورت زیر برشمرد:
- جوشکاری اتصالات خلأ باید علاوه بر استحکام، عمل آببند کردن را نیز انجام دهند. هرگونه ترک و شیار ممکن است سبب نشتی شود. به همین دلیل جوشکاری اتصالات خلأ، مخصوصا در خلأ بالا و خیلی بالا، نیاز به مهارت و تخصص بالایی است.
- اتصالات خلأ بایستی بنحوی جوشکاری شوند که علاوه برآنکه استحکام لازم را فراهم میآوردند، باعث به دام افتادن گاز و آلودگی در سمت داخل(سمتی که در مجاورت خلأ قرار دارد) نشوند. این مسئله در تجهیزات خلأ بالا و خیلی بالا بسیار حائز اهمیت میباشد.
- تا حد ممکن تنها یک پاس جوش در محل جوشکاری زده شود مگر در محفظههای خیلی بزرگ و تحت تنشهای حرارتی.
- معمولا ترجیح برآن است که جوشکاری بسمت داخل(بسمت خلأ) انجام گیرد.
- درصورتی که در یک اتصال هم سمت داخل و هم سطح خارج(بسمت اتمسفر) جوشکاری شود، باید جوشکاری سمت داخل کامل و آببند باشد. جوشکاری سمت بیرون نیز بهتر است پیوسته نباشد. پیداکرد نشتی در اتصالاتی که دوطرف جوش کامل داشته باشند بسیار دشوار است.
- درصورتیکه در داخل محفظه خلأ جوشکاری انجام شود(جوشکاری نه با هدف آببندی) بهتر است جوش بصورت پیوسته نباشد تا از به دام افتادن گاز جلوگیری شود. همچنین از جوشکاری بر روی محل جوشهای آببند خودداری نمایید.(در محفظه های خلأ همواره بایستی مراقب به دام افتادن هوا در انواع اتصالات بود)
- همواره در جوشکاری اتصالات خلأ از بزرگترین الکترود ممکن(منظور با بیشترین طول) استفاده کنید تا حداکثر پیوستگی در جوشکاری مخصوصا در طولهای زیاد وجود داشته باشد.
- تمیزکاری محل جوش(پس از جوشکاری) مخصوصا در خلأ بالا و خیلی بالا دارای اهمیت زیادی است. تمیزکاری معمولا شامل تمیزکاری مکانیکی(مانند پولیش کردن) و همچنین اسیدشویی میباشد. وجود اکسیدها و سولفیدها بر روی سطح جوش میتواند به یک منبع نشت کاذب در محیط خلأ تبدیل شود. علاوه برآن گاهی لایههای اکسیدی مانع از تشخیص نشتی در محل جوش میشوند.
در تصویر زیر انواع روشهای درست و نادرست جوشکاری انواع اتصالات را ملاحظه میکنید.
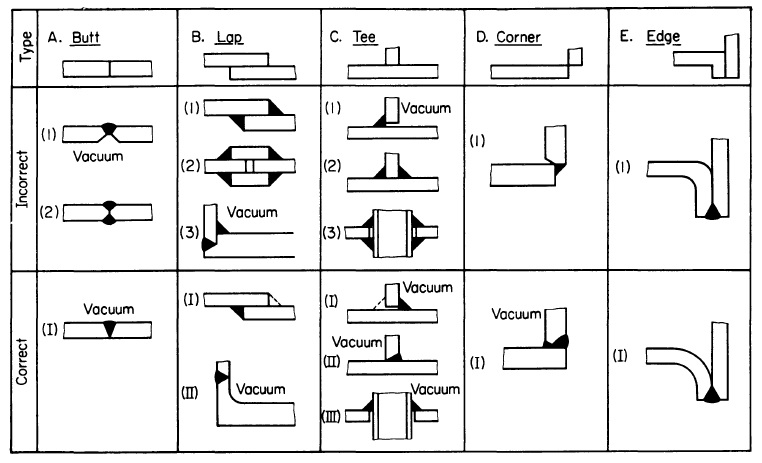
شکل 2- انواع روشهای درست(Correct) و نادرست(Incorrect) در جوشکاری اتصالات خلأ
در جوشکاری تیگ حتما از گاز با خلوص بالا استفاده شود. علاوه بر آن از تکنیکهایی که میزان اکسیدشدگی در محل جوش را کاهش میدهند استفاده شوند. تکنیکهایی مانند پست فلو و پری فلو. همچنین گاهی لازم است در پشت محل جوش یا داخل لولهها را با گاز خنثی پر کنیم تا از اکسیدشدگی در سمت دیگر محل جوشکاری جلوگیری شود.